وجود یک ماشین فرز کار قرار دادن لولا، ایجاد سوراخ های پیچیده، فرورفتگی، کنده کاری روی چوب و غیره را واقعا ساده می کند. اما این به هیچ وجه به این معنی نیست که داشتن تجهیزات حرفه ای و گران قیمت لازم است: کافی است یک دستگاه دستی ساده داشته باشید.
تنها چیزی که نیاز دارید این است که بتوانید اصولاً با چوب کار کنید و از ابزارهای برقی استفاده کنید. علاوه بر این، شما باید میل داشته باشید، در غیر این صورت بدون این هرگز نتیجه ای حاصل نمی شود. کسانی که تمایلی به کار ندارند به سادگی مبلمان می خرند یا صنعتگرانی را استخدام می کنند تا مثلاً یک در جدید نصب کنند و قفل ها را قطع کنند. هر کاری، به ویژه با ابزارهای برقی، نیازمند دانش خاصی و به ویژه اقدامات احتیاطی ایمنی است.

دستگاه فرز برای پردازش چوب و فلز طراحی شده است. با کمک آن می توان شکاف ها یا سوراخ هایی از هر پیکربندی را ایجاد کرد. این کار کارهایی مانند قرار دادن لولا و قرار دادن قفل را بسیار ساده می کند. انجام این کار با اسکنه و مته برقی چندان آسان نیست و زمان زیادی می برد.
دستگاه های فرز ثابت و قابل حمل (دستی) وجود دارد. برش های برقی دستی دستگاه های جهانی در نظر گرفته می شوند که با کمک آنها در صورت وجود پیوست ها می توان عملیات انجام داد. برای اهداف مختلف، فقط کافی است موقعیت قطعه را نسبت به دستگاه یا برعکس تغییر دهید.
دستگاه های ثابت در کارخانه ها یا کارخانه هایی که تولید انبوه محصولات چوبی یا فلزی در آنها ایجاد می شود استفاده می شود. در چنین شرایطی، اتصال برش ثابت است و قطعه کار در مسیر مورد نظر حرکت می کند. هنگام استفاده از ابزار دستی، برعکس، قطعه بدون حرکت ثابت می شود و تنها پس از آن پردازش می شود، اگرچه قطعاتی وجود دارند که نیاز به تعمیر ابزار دستی دارند. این در طراحی پیش بینی شده است ، بنابراین جهانی تر در نظر گرفته می شود. این به ویژه زمانی که شما نیاز به پردازش دارید صادق است تعداد زیادیقطعات، اما استفاده از ماشین ثابت امکان پذیر نیست.
 ماشین فرز خانگی یک سکوی افقی با سوراخ در مرکز است که یک دستگاه دستی از زیر به آن متصل می شود.
ماشین فرز خانگی یک سکوی افقی با سوراخ در مرکز است که یک دستگاه دستی از زیر به آن متصل می شود. انواع مختلفی از دستگاه های فرز وجود دارد، اما برای استفاده در خانه یا برای راه اندازی کسب و کار خود، مدل های جهانی مناسب تر هستند. به عنوان یک قاعده، آنها به مجموعه ای از برش ها و دستگاه های مختلف برای انجام انواع عملیات مجهز هستند. تنها نکته این است که اگر یک ماشین فرز دستی دارید، عملیات ساده می تواند بسیار بیشتر از زمانی که از یک ماشین ثابت استفاده می کنید طول بکشد.
با استفاده از دستگاه فرز دستی می توان:
- شیارها یا فرورفتگی هایی به هر شکلی (فرفری، مستطیلی، ترکیبی) ایجاد کنید.
- سوراخ ها را از طریق و بدون سوراخ دریل کنید.
- انتهای فرآیند و لبه های هر پیکربندی.
- قطعات پیچیده شکل را برش دهید.
- نقشه ها یا الگوها را روی سطح قطعات اعمال کنید.
- در صورت لزوم قطعات را کپی کنید.
 کپی کردن قطعات یکی از وظایف هر دستگاه فرز برقی است.
کپی کردن قطعات یکی از وظایف هر دستگاه فرز برقی است. وجود چنین عملکردهایی باعث می شود که تولید همان نوع مبلمان یا تولید قطعات مشابه غیر مرتبط با تولید مبلمان ساده شود. این یکی از مزایای اصلی این ابزار است. به عنوان یک قاعده، برای تولید قطعات از همان نوع، نصب دستگاه های کپی، که برای انجام تنها یک عملیات طراحی شده اند، ضروری است، که همیشه سودآور نیست، به خصوص در شرکت های کوچک.
شروع کار و مراقبت از ابزار
برای درک نحوه عملکرد این دستگاه، باید با قطعات اصلی آن و هدف آنها آشنا شوید.
ترکیب و هدف اجزای اصلی
دستی دستگاه فرزمتشکل از یک بدنه فلزی و یک موتور است که در یک بدنه قرار دارد. یک شافت از محفظه بیرون زده است که روی آن کلت های مختلفی قرار می گیرد و به عنوان آداپتور عمل می کند. آنها به شما امکان نصب برش در اندازه های مختلف را می دهند. کاتر مستقیماً داخل کولت قرار می گیرد که با پیچ یا دکمه مخصوصی که در برخی مدل ها ارائه می شود محکم می شود.
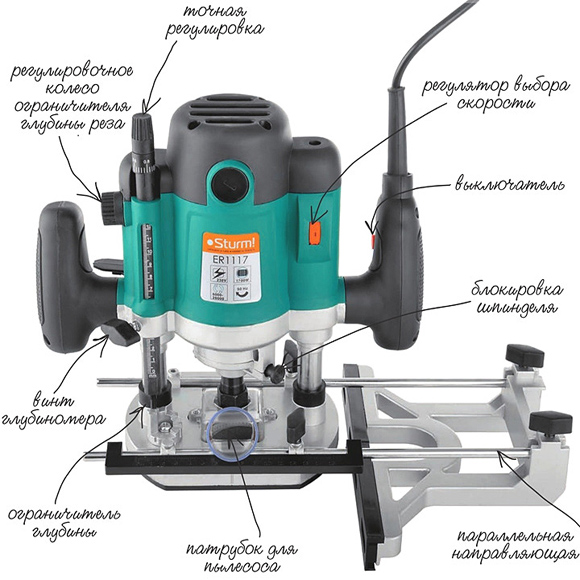 عناصر اصلی یک دستگاه فرز دستی و هدف آنها.
عناصر اصلی یک دستگاه فرز دستی و هدف آنها. طراحی دستگاه فرز شامل یک سکوی فلزی است که اتصال سفت و سختی به بدنه دارد. به وسیله دو میله به بدنه متصل می شود. در خارج، صفحه دارای یک پوشش صاف است که حرکت صاف را در حین کار تضمین می کند.
دستگاه فرز دستی دارای ویژگی هایی است که می توان آنها را تنظیم کرد:
- با توجه به دسته و مقیاس برای تنظیم عمق فرز. تنظیم با افزایش 1/10 میلی متر انجام می شود.
- با تنظیم سرعت چرخش کاتر.
در مراحل اولیه، هنگام تسلط بر ابزار، بهتر است سعی کنید با سرعت کم یا متوسط کار کنید. اگرچه همیشه باید به یاد داشته باشید که هر چه سرعت بالاتر باشد، کار بهتری انجام می شود. به خصوص اگر این مربوط به نواحی حساس و قابل رویت باشد که قابل پوشاندن نیستند.
علاوه بر این اهرم ها یک دکمه برای روشن و خاموش کردن محصول و یک دکمه قفل نیز وجود دارد. این عناصر اساسی در نظر گرفته می شوند و عملکرد با کیفیت و ایمن کار را تضمین می کنند. همچنین یک توقف موازی در اینجا وجود دارد که به سهولت استفاده کمک می کند. می توان آن را به صورت سفت و سخت ثابت کرد یا با قابلیت تنظیم جابجایی ناحیه کار دور از مرکز.
مراقبت از دستگاه فرز دستی

معمولاً یک محصول کارخانه ای به دست یک فرد آزمایش شده و روغن کاری شده می افتد، بنابراین نباید اقدامات اضافی انجام شود. فقط در طول عملیات آن باید تمیزی و قابلیت سرویس آن را نظارت کنید. در عین حال، اگر در گذرنامه نوشته شده است، باید به طور مرتب از گرد و غبار تمیز شود و روان کننده باید تعویض شود. روغن کاری مخصوصاً برای قطعات متحرک ضروری است. به عنوان یک گزینه، می توانید از روان کننده های آئروسل استفاده کنید، اما همچنین می توانید از روان کننده های معمولی مانند لیتول استفاده کنید. استفاده از روان کننده های غلیظ توصیه نمی شود، زیرا چیپس و گرد و غبار به آنها می چسبد. اگر از روان کننده های آئروسل استفاده شود، می توان این عامل را حذف کرد.
کف پا، قسمت صاف بدن، نیز نیاز به روغن کاری دارد. روانکاری منظم حرکت صاف را تضمین می کند.
با وجود این، کالای خریداری شده باید حتما از نظر کیفیت مونتاژ و وجود روان کننده بررسی شود.
متأسفانه همه تولیدکنندگان به خصوص تولیدکنندگان داخلی به کیفیت ساخت اهمیت نمی دهند. مواردی وجود دارد که پس از اولین ساعات کار، پیچ ها یا پیچ ها از محصول باز می شوند زیرا به درستی سفت نشده اند.
تنظیم سرعت چرخش
عملکرد هر ابزار با شرایط خاصی مرتبط است، اول از همه، به ماهیت مواد در حال پردازش. این می تواند تخته سه لا، مواد کامپوزیت یا چوب معمولی باشد. بسته به این، سرعت چرخش در دستگاه الکتریکی تنظیم می شود. به عنوان یک قاعده، برگه اطلاعات فنی بسته به ویژگی های فنی و ویژگی های سطوح در حال پردازش و همچنین برش های مورد استفاده، همیشه پارامترهای عملیاتی دستگاه را نشان می دهد.
 شاخص های سرعت پردازش هنگام استفاده از برش های مختلف.
شاخص های سرعت پردازش هنگام استفاده از برش های مختلف. تعمیر کاتر
اولین چیزی که کار با آن شروع می شود نصب و محکم کردن کاتر است. در عین حال، باید به قانون اساسی پایبند باشید - تمام کارها با دوشاخه سیم جدا شده از سوکت انجام می شود.
برش طبق علائم خاصی نصب می شود و در صورت عدم وجود آنها، به عمق کمتر از * طول خود کاتر نصب می شود. نحوه نصب کاتر بر روی یک مدل خاص را می توان در دستورالعمل ها یافت که باید در اسناد فنی دستگاه درج شود. واقعیت این است که هر مدل ممکن است ویژگی های طراحی خاص خود را داشته باشد و نمی توان در این مقاله در مورد این موضوع صحبت کرد.
 نصب کاتر بر روی دستگاه قبل از شروع کار.
نصب کاتر بر روی دستگاه قبل از شروع کار. همانطور که می گویند هر دو مدل ساده و "پیشرفته" وجود دارد. برخی از مدل ها دارای دکمه قفل چرخشی شفت هستند که نصب کاتر را آسان می کند. برخی، به خصوص مدل های گران قیمت، مجهز به جغجغه هستند. بنابراین نمی توان به طور خاص روند نصب کاتر را توصیف کرد و منطقی نیست، زیرا هرکسی که با عملکرد چنین دستگاه هایی آشنا است در یک لحظه آن را متوجه می شود.
تنظیم عمق فرز
هر مدل حداکثر عمق فرز مخصوص به خود را دارد. در عین حال، همیشه حداکثر عمق مورد نیاز نیست، بلکه یک عمق مشخص است که قبل از کار تنظیم می شود. حتی در صورت نیاز به حداکثر عمق، برای اینکه دستگاه بیش از حد بارگذاری نشود، فرآیند فرز به چند مرحله تقسیم می شود و عمق فرز را به صورت مرحله ای تغییر می دهد. برای تنظیم، توقف های ویژه ارائه شده است - محدود کننده ها. از نظر ساختاری، آنها به شکل یک دیسک واقع در زیر نوار ساخته می شوند که بر روی آن توقف هایی با طول های مختلف ثابت می شود. تعداد این پاها می تواند از سه تا هفت باشد و این بدان معنا نیست که هر چه بیشتر باشد بهتر است. اگر بتوان هر یک از پاها را تنظیم کرد، حتی اگر تعداد آنها حداقل باشد، بهتر است. برای محکم کردن این توقف در موقعیت بهینه، باید از قفلی به شکل پرچم استفاده کنید.
فرآیند تنظیم عمق آسیاب به شرح زیر است:

 بنابراین، قطعه کار تا یک عمق مشخص آسیاب می شود.
بنابراین، قطعه کار تا یک عمق مشخص آسیاب می شود. در مدل های باکیفیت و گران قیمت، چرخی برای تنظیم دقیق عمق فرز وجود دارد.
 با استفاده از این چرخ می توانید بدون ایجاد اختلال در تنظیمات قبلی، عمق را با دقت بیشتری تنظیم کنید.
با استفاده از این چرخ می توانید بدون ایجاد اختلال در تنظیمات قبلی، عمق را با دقت بیشتری تنظیم کنید. این چرخ (سبز در عکس بالا) به شما امکان می دهد عمق را در محدوده های کوچک تنظیم کنید.
فرز برای ابزارهای فرز دستی

فرز یک ابزار برشی است که می تواند لبه برش پیچیده ای داشته باشد. به عنوان یک قاعده، همه برش ها برای حرکات چرخشی طراحی شده اند و بنابراین شکل استوانه ای دارند. ساقه کاتر که در کولت گیره شده است به همین شکل است. برخی از کاترها مجهز به یک غلتک رانش هستند، به طوری که فاصله بین سطح برش و مواد در حال پردازش ثابت باقی می ماند.
فرزها فقط از فلزات مرغوب و آلیاژهای آنها ساخته می شوند. اگر نیاز به پردازش چوب نرم دارید، برش های HSS این کار را انجام می دهند و اگر نیاز به پردازش چوب سخت دارید، بهتر است از برش های ساخته شده از آلیاژهای سخت تر HM استفاده کنید.
هر کاتر خود را دارد مشخصات فنی، که کار باکیفیت و طولانی مدت را برای آن فراهم می کند. شاخص اصلی حداکثر سرعت چرخش آن است که هرگز نباید آن را بیش از حد تخمین زد، در غیر این صورت خرابی آن اجتناب ناپذیر است. اگر کاتر مات است، نباید خودتان سعی کنید آن را تیز کنید. تیز کردن برش ها با استفاده از تجهیزات ویژه و گران قیمت انجام می شود. از این گذشته، شما نه تنها باید برش را تیز کنید، بلکه باید شکل آن را نیز حفظ کنید، که از اهمیت کمتری برخوردار نیست. بنابراین، اگر به دلایلی کاتر کدر شود، خرید کاتر جدید ارزانتر خواهد بود.
محبوب ترین برش ها
کاترهایی وجود دارند که بیشتر از سایرین در کار استفاده می شوند. به عنوان مثال:

 قالب های شیار برای ایجاد فرورفتگی در هر مکانی روی قطعه کار طراحی شده اند.
قالب های شیار برای ایجاد فرورفتگی در هر مکانی روی قطعه کار طراحی شده اند. فرزهایی وجود دارند که ساده، یکپارچه هستند و از یک تکه فلز ساخته می شوند و حروفچینی نیز وجود دارد. ست برش ها از یک ساقه تشکیل شده است که به عنوان پایه ای برای مجموعه ای از عناصر برش عمل می کند. با انتخاب صفحات برش و نصب آنها بر روی ساقه، با استفاده از واشرهایی با ضخامت های مختلف، می توانید یک برجستگی دلخواه روی سطح قطعه کار ایجاد کنید.
 ست کاتر مجموعه ای از سطوح برش و واشر است که به شما امکان می دهد یک کاتر به شکل دلخواه را مونتاژ کنید.
ست کاتر مجموعه ای از سطوح برش و واشر است که به شما امکان می دهد یک کاتر به شکل دلخواه را مونتاژ کنید. در واقع کاترهای زیادی وجود دارد و این تنها بخش کوچکی از آنچه تولید می شود است. همه کاترها از نظر قطر ساقه، قطر سطوح برش، ارتفاع آنها، محل قرارگیری چاقوها و غیره متفاوت هستند. در مورد تجهیزات فرز دستی، کافی است مجموعه ای از پنج تا از رایج ترین برش ها را داشته باشید. در صورت لزوم، می توانید آنها را در هر زمان خریداری کنید.
قوانین کار با ابزارهای فرز دستی
کار با ابزارهای برقی به قوانین خاصی نیاز دارد، به خصوص زمانی که عناصر به سرعت در حال چرخش هستند. علاوه بر این، در نتیجه کار، تراشه هایی تشکیل می شود که در همه جهات پرواز می کنند. با وجود این واقعیت که اکثر مدل ها به یک سپر محافظ مجهز هستند، این به طور کامل در برابر جریان تراشه ها محافظت نمی کند. بنابراین بهتر است با استفاده از عینک ایمنی با چنین ابزاری کار کنید.
 عکس مدلی را نشان می دهد که در آن جاروبرقی برای حذف تراشه ها وصل شده است.
عکس مدلی را نشان می دهد که در آن جاروبرقی برای حذف تراشه ها وصل شده است. الزامات عمومی
اگر از الزامات اولیه برای کار ایمن با برق پیروی کنید روتر دستی، سپس نتیجه نهایی شما را با کیفیت کار و نتیجه ایمن خوشحال می کند. اینها شرایط هستند:

الزامات خیلی پیچیده و کاملاً امکان پذیر نیستند، اما نادیده گرفتن آنها به معنای قرار دادن خود در خطر است. و یک چیز دیگر، نه کمتر مهم، توانایی نگه داشتن یک ابزار فرز در دستان خود و احساس نحوه عملکرد آن است. اگر ارتعاشات جدی احساس می شود، باید متوقف شوید و دلایل را تجزیه و تحلیل کنید. ممکن است کاتر مات باشد یا گره داشته باشد. گاهی اوقات لازم است که سرعت چرخش کاتر را به درستی تنظیم کنید. در اینجا می توانید آزمایش کنید: یا سرعت را اضافه کنید یا آن را کاهش دهید.
پردازش لبه: با استفاده از الگوها
بهتر است لبه های یک تخته چوبی را با استفاده از یک دستگاه رنده سطحی پردازش کنید. اگر این امکان پذیر نیست، می توانید از یک روتر دستی استفاده کنید، اگرچه این کار کمی طول می کشد. این کارها هم بدون شابلون و هم با شابلون انجام می شود. اگر مهارت وجود ندارد یا تعداد آنها بسیار کم است، بهتر است از یک الگو استفاده کنید. برای پردازش لبه ها از برش های لبه مستقیم استفاده می شود، هم با یک یاتاقان در انتهای قسمت برش و هم با یک یاتاقان در ابتدا (عکس را ببینید).
 برش لبه.
برش لبه. شما می توانید از یک تخته از قبل پردازش شده یا یک شی صاف دیگر به عنوان یک الگو استفاده کنید. علاوه بر این، طول قالب باید بیشتر از طول قطعه کار باشد، هم در ابتدا و هم در انتهای قطعه کار در حال پردازش. این کار از ناهمواری در ابتدای لبه و انتهای آن جلوگیری می کند. مهمترین چیز در اینجا این است که قالب یا شی ای که به عنوان یک الگو عمل می کند دارای یک صاف و سطح صاف. علاوه بر این، ضخامت آن نباید بیشتر از شکاف واقع بین یاتاقان و قسمت برش باشد.
عرض قطعه کمتر از طول قطعه برش است
علاوه بر این، هر چه قسمت برش طولانی تر باشد، کار با ابزار دشوارتر است، زیرا به تلاش بیشتری نیاز است. در این زمینه بهتر است با کاترهایی که دارند شروع به کار کنید طول متوسطقسمت برش اصل عملیات برای پردازش لبه به شرح زیر است:
- شابلون به گونه ای چسبانده شده است که در ارتفاع مورد نظر قرار گرفته و دارای سطح افقی صاف باشد.
- قالب به طور محکم روی میز یا سطح دیگری نصب می شود.
- کاتر با غلتک طوری نصب می شود که غلتک در امتداد قالب حرکت می کند و برش (قسمت برش) در امتداد قطعه کار حرکت می کند. برای انجام این کار، تمام دستکاری های لازم را با قالب، قطعه کار و ابزار انجام دهید.
- کاتر در موقعیت کار نصب شده و گیره می شود.
- پس از این، ابزار روشن می شود و در طول قالب حرکت می کند. در این مورد، شما باید در مورد سرعت حرکت، که با عمق پردازش تعیین می شود، تصمیم بگیرید.
- بسته به اینکه چه چیزی برای شما مناسب است، واحد فرز را می توان هل داد یا کشید.
پس از اولین پاس باید توقف کرده و کیفیت کار را ارزیابی کنید. در صورت لزوم می توان با تنظیم موقعیت ابزار یک پاس دیگر انجام داد. اگر کیفیت رضایت بخش باشد، گیره ها برداشته می شوند و قطعه کار آزاد می شود.
با استفاده از این روش می توان یک ربع در امتداد لبه یا در برخی از قسمت های آن حذف کرد. این کار با تنظیم لبه برش به گونه ای انجام می شود که تا عمق مورد نیاز داخل قطعه گسترش یابد.
 ربع شات در نمای مبلمان.
ربع شات در نمای مبلمان. اگر کاتر را با یک برش شکل جایگزین کنید و راهنما را حرکت دهید و همچنین از یک استاپ استفاده کنید، در واقع می توانید یک الگوی طولی روی قسمت اعمال کنید (تصویر زیر).
 اعمال یک الگوی شکل طولی بر روی قطعه کار.
اعمال یک الگوی شکل طولی بر روی قطعه کار. اگر از تکنیک فرز مشابه (با شابلون) استفاده می کنید، به راحتی می توانید به طور کلی بر تکنیک کار با چوب مسلط شوید. پس از مدتی، می توانید قالب ها را رها کنید، زیرا نصب آنها زمان مفید زیادی می برد.
 نحوه ایجاد یک لبه مستقیم بدون الگو: شما نمی توانید این کار را بدون تجربه انجام دهید.
نحوه ایجاد یک لبه مستقیم بدون الگو: شما نمی توانید این کار را بدون تجربه انجام دهید. عرض قطعه از طول قطعه برش بیشتر است
اغلب، ضخامت قطعه کار بیشتر از طول قسمت برش برش است. در این مورد به صورت زیر عمل کنید:
- پس از اولین پاس، قالب حذف می شود و یک پاس دیگر ایجاد می شود. در این حالت، الگو قسمتی خواهد بود که قبلاً پردازش شده است. برای انجام این کار، بلبرینگ در امتداد سطح ماشینکاری شده هدایت می شود. اگر قسمت برش دوباره مفقود بود، باید پاس دیگری انجام شود.
- برای پردازش نهایی، باید یک برش با یک یاتاقان در انتها بگیرید و قطعه کار باید وارونه شود و پس از آن با گیره ها محکم شود. در نتیجه، بلبرینگ در امتداد سطح ماشینکاری شده حرکت می کند. این رویکرد امکان پردازش قطعات ضخیم را فراهم می کند.
 بلبرینگ در امتداد سطح ماشینکاری شده هدایت می شود و لبه برش بقیه قطعه کار را پردازش می کند.
بلبرینگ در امتداد سطح ماشینکاری شده هدایت می شود و لبه برش بقیه قطعه کار را پردازش می کند. برای تسلط بر کار یک ابزار فرز دستی، به تعداد زیادی جاهای خالی نیاز دارید که بد نیست بعداً دور بیندازید. هیچ کس بار اول موفق نشد. برای رسیدن به هر چیزی، باید سخت تمرین کنید.
دستیابی به لبه های مختلف شکل
اگر لبه فیگور مورد نیاز است که به احتمال زیاد لازم است، ابتدا به وضعیت این لبه توجه کنید. اگر ناهموار است، باید آن را تراز کنید و تنها پس از آن با انتخاب برش مناسب شروع به تشکیل یک لبه منحنی کنید.
 لبه گرد.
لبه گرد. لازم است سطح را طوری آماده کنید که کاتر انحنای حرکت غلتک را کپی نکند. در این مورد، دنباله ای از اقدامات مورد نیاز است، در غیر این صورت یک نتیجه مثبت کار نخواهد کرد.
اگر نیاز به پردازش یک سطح منحنی صریح دارید، بدون یک الگو نمی توانید انجام دهید. می توان آن را از تخته سه لا، با ضخامت حدود 10 میلی متر، ابتدا با استفاده از یک الگو و برش قالب با اره منبت کاری اره مویی برش داد. لبه قالب باید با استفاده از روتر دستی به کمال برسد.
تخته سه لا یک مصالح ساختمانی ارزان و جهانی است که سبکی و گرمی چوب، بافت طبیعی زیبا، هزینه کم و دوام را با هم ترکیب می کند. این خود را به خوبی به آسیاب، سنگ زنی و پردازش تزئینی می دهد. طبقه بندی شده:
گونه های چوبی
تخته چندلای توس و تخته چندلای چوب نرم (عمدتاً صنوبر) بیشترین استفاده را در فروش دارند. از بین همه گزینه ها، تخته سه لا توس در حجم فروش پیشرو باقی می ماند. در میان سازندگان مبلمان محبوبیت دارد و در دکوراسیون داخلی مقدار بی پایانی از محصولات هدیه و سوغات آسیاب می شود. رنگی یکدست و بافتی نرم و جذاب دارد. رنگ تخته چندلای چوب نرم بسیار تیره تر است و بافت آن متضاد تر است. به دلیل هزینه کمتر، در ساخت و ساز برای ساخت قالب و سایر سازه های موقت رایج شده است. فن آوری های آسیاب تخته سه لا مخروطی و توس تفاوتی ندارد.
اشباع
دو گزینه اشباع وجود دارد - FC و FSF. هر دو تخته سه لا را تا حدی در برابر تغییرات رطوبت و دما مقاوم می کنند، اما با تفاوت هایی. FSF برای کارهای خیابانی توصیه می شود و حاوی رزین های بیشتری است. FC ایمن ترین گزینه اشباع است، حاوی حداقل مقدار رزین است و بنابراین در برابر رطوبت مقاومت کمتری دارد. برای استفاده در فضای داخلی توصیه می شود. نوع اشباع عملاً تأثیری بر کیفیت فرز تخته سه لا ندارد.
انواع پردازش
بر اساس نوع فرآوری، تخته سه لا به دو دسته سنباده ای و غیر سمباده ای تقسیم می شود. NS - جلا داده نشده است. Ш1 - در قسمت جلو جلا داده شده است. Ш2 - در دو طرف جلو و عقب جلا داده می شود. نوع پردازش عملاً تأثیری بر کیفیت آسیاب تخته سه لا ندارد.
انواع تخته سه لا
درجه نشان دهنده کیفیت ماده اولیه ای است که تخته سه لا از آن ساخته شده است و تعداد عیوب در طرف های قابل مشاهده ورق. درجه 1 اجازه می دهد تا دو نقص (درج) در سطح قابل مشاهده ورق. درجه 2 تا 8 نقص را مجاز می کند (درج). در کلاس های 3 و 4 تعداد عیوب افزایش می یابد، گره ها ظاهر می شوند، رنگ و بافت ناهموار می شوند. معمولاً نمره با دو عدد 2/2 یا 2/4 نشان داده می شود. این نشان دهنده درجه صورت و پشت برگ است. لطفا توجه داشته باشید نکته مهم- همه انواع تخته سه لا به یک اندازه آسیاب نمی شوند. گریدهای 3/3، 3/4 و مخصوصاً 4/4 از مواد اولیه با کیفیت پایین تر ساخته شده اند. در طول فرآیند آسیاب، تراشهها در انتهای قطعات ساخته شده از چنین تختهلایوود ظاهر میشوند، تراشهها ممکن است از بین بروند و یک لایه چسب با کیفیت پایینتر منجر به این واقعیت میشود که پس از آسیاب، قطعات میتوانند لایه لایه شده و از هم جدا شوند. شما باید تخته سه لا درجه پایین را با دقت انتخاب کنید، فقط زمانی که واقعاً توجیه شده باشد.
برای تولید قالب های ساختمانی قابل استفاده مجدد با کیفیت بالا، تخته سه لا چند لایه توسعه داده شد. این می تواند خواص خود را در تماس مستقیم با آب، ملات و بتن حفظ کند. به راحتی تغییرات دما را تحمل می کند. در کارخانه قبل از پرس و چسباندن ورق های روکش با یک لایه محافظ مخصوص (لمینیت) پوشانده می شود. پس از برش به اندازه، انتهای ورق ها با رنگ رنگ آمیزی می شوند که از ورود رطوبت به داخل جلوگیری می کند. آسیاب تخته چندلای چند لایه نیاز به توجه و مسئولیت بیشتری دارد. انتخاب نادرست ابزارهای برش یا تنظیمات سرعت منجر به بریدگی می شود. روی لمینت تیره آنها بسیار قابل مشاهده هستند و قابل جدا شدن نیستند.
استفاده از تخته سه لا باعث صرفه جویی در هزینه و ساخت مبلمان آسان تر می شود، اما مسائلی وجود دارد که باید با دقت بیشتری به آنها پرداخته شود. به عنوان مثال، دشواری اره کردن ورق ها بدون بریدگی، پوشاندن انتهای قابل مشاهده و غیره. با این حال، این مشکلات قابل حل است، که در مقاله مورد بحث قرار خواهد گرفت.
اره به اندازه
بهتر است از بزرگترین قطعات شروع کنید و جهت دانه بندی لایه بیرونی را در نظر بگیرید. ترسیم نمودار برش ( عکس A) زمان زیادی نمی برد (مخصوصاً برای اقلام بزرگ)، اما به شما کمک می کند تا از خرید خلاص شوید مواد اضافیعلاوه بر این، با مشاهده نمودار می توانید متوجه شوید که کدام برش ها باید ابتدا انجام شوند.
هنگام ترسیم نمودار برش، ابعاد را پایین بیاورید و مطمئن شوید که قطعات روی ورق قرار می گیرند. همچنین اجازه دهید به اندازه کافی تکمیل شود.

برای جلوگیری از بریدگی در هر دو وجه تخته سه لا، صفحه زیرین را با دیسکی که تقریباً 1.5 میلیمتر برافراشته است، علامت بزنید. سپس آن را به ارتفاع کامل بلند کرده و یک ضخامت ایجاد کنید.
تا زمانی که تخته سه لا رو به بالا باشد می توانید هر برشی روی اره رومیزی ایجاد کنید. در این حالت، سمت پایین تمایل به تراشه دارد. اگر هر دو طرف باید بدون تراشه باشند، ابتدا یک پاس گل بزنید ( عکس Bو برنج 1a).



اگرچه لبه کارخانه یک ورق تخته سه لا نسبتاً صاف است، اما باید با استفاده از یک لبه مستقیم سوهان شود تا هرگونه نقص احتمالی برطرف شود. بنابراین، هنگامی که برای اولین بار بریدید، مقدار کمی کمک کنید، و سپس برگردید و دنده کارخانه را اره کنید ( برنج 1).
هنگام کار با یک اره مدور دستی، تخته سه لا باید رو به پایین گذاشته شود. یک ورق کامل تخته سه لا را روی یک ورق فوم قرار دهید (شکل 2) - به دلیل آن، کار با تخته سه لا راحت تر است، قطعه اره شده نمی افتد و در انتهای برش، روکش صورت را پاره نمی کند.
مواقعی وجود دارد که لازم است از یک دایره ثابت استفاده کنید. برای جلوگیری از بریدگی در انتهای برش، از روش دو پاسی استفاده کنید. پس از وارد کردن قطعه به دستگاه به میزان 50-75 میلی متر، پانل را گسترش دهید ( برنج 3) و یک پاس کامل انجام دهید.
شیارها
بسته به اندازه قطعه، شیارها با استفاده از اره مدور رومیزی یا فرز با خط کش راهنما انتخاب می شوند.
شکاف های تراز شده. دو پانل را به میز کار محکم کنید. وجه هایی که قرار است شیارها بر روی آنها انتخاب شوند رو به روی یکدیگر هستند. از یک روتر برای انتخاب هر دو شیار در یک پاس استفاده کنید.

در این قالب یک سری شیار با عرض افزایش انتخاب شده و هر کدام مشخص می شود که با کدام دیسک بریده شده است. اکنون به راحتی می توان دیسک شیار را با توجه به ضخامت تخته سه لا تنظیم کرد.
سنج برای انتخاب دیسک برای شیارهای اره مدور رومیزی ( عکس B) از دو بلوک چسبانده شده از تخته سه لا 20 میلی متری با تعدادی شیار بریده شده در عرض های مختلف تشکیل شده است.

با خط کش های دوگانه هدایت می کند. شیار روی تخته سه لا با استفاده از دو خط کش راهنما انتخاب می شود ( برنج 4). فاصله دقیق بین راهنماها با برش تخته سه لا تعیین می شود ( برنج 4a) برای ایجاد یک شیار، روتر را در امتداد یک راهنمای حصار حرکت دهید و سپس در امتداد حصار دیگر به عقب برگردید.
پوشاندن انتهای آن
معمولاً از نوارهای چوب سخت به عرض 6-20 میلی متر برای لبه زدن انتهای آن استفاده می شود. نوارهای لبه را کمی ضخیم تر از تخته سه لا بسازید ( عکس جی) و بعد از چسباندن آنها را صاف کنید.


برای کمک به نگه داشتن تریم روی لبه تخته سه لا، می توانید یک خرطومی و تیغه (عکس بالا) را برش دهید یا از یک رولپلاک تخته فیبر (عکس پایین) استفاده کنید.
هرچه گیره های بیشتری برای فشار دادن لبه ها استفاده شود، شانس کمتری برای ایجاد شکاف وجود دارد. در این مورد، از یک بلوک بستن عریض ( برنج 5). هرچه بلوک پهن تر باشد، فاصله گیره ها بیشتر می شود. علاوه بر این، بلوک فشار از قسمت جلویی لبه محافظت می کند.



هنگامی که حتی در هنگام استفاده از بلوک های عریض گیره های کافی وجود ندارد، چندین گزینه برای لکه کشی وجود دارد. یکی از آنها اصلاح بلوک گیره با ایجاد یک لبه کمی محدب است ( برنج 6) - نیرو ابتدا در وسط بین گیره ها اعمال می شود و سپس به طرفین توزیع می شود. راه دیگر قرار دادن گوه هایی با جهت مخالف بین بلوک فشار و لبه است. برنج 7).

اگر شکاف موضعی وجود داشته باشد، می توان نیروی اضافی را با استفاده از گیره C و گوه اعمال کرد.
اگر لبه نمی خواهد در یک مکان خاص فشرده شود، از یک گیره C شکل با فاصله دهنده (برای اینکه به لبه آسیب نرساند) و یک گوه ( عکس D).



گاهی اوقات مشکل تعداد گیره ها نیست، بلکه این است که آنها خیلی کوتاه هستند. در این حالت، نوار پشتیبانی را در سراسر پانل فشار دهید و گیره های اصلی را به آن وصل کنید ( برنج 8).
اکثر گیرههای لوله و قفسهها نیروی زیادی وارد میکنند و باعث میشوند که قاب به بیرون بپیچد ( برنج 9a). از یک بلوک فشار با لبه های گرد استفاده کنید ( برنج 9) - این نیرو را دوباره توزیع می کند به طوری که در وسط لبه اعمال می شود.
گاهی اوقات باید پس از مونتاژ قاب، تریم را وصل کنید. باید دقیقاً با ضخامت تخته سه لا مطابقت داشته باشد و تراز باشد. در این مورد، از بلوک های راهنما و نوار بسته بندی برای تراز و محکم کردن لبه ها استفاده کنید ( برنج 10).


هنگام صاف کردن یا سمباده زدن لبه های هموار، نوار را روی تخته سه لا بمالید تا به روکش آسیب نرسانید.
کوتاه کردن لبه. پیرایش با یک بلوک سلب انجام می شود ( عکس E) یا با هواپیمای دستی ( عکس F). برای جلوگیری از آسیب رساندن به روکش، از نوار چسب استفاده کنید.


گاهی اوقات لبه ها با استفاده از روتر با فلاش کاتر بریده می شوند. یاتاقان کاتر صفحه تخته سه لا را ردیابی می کند. برای انجام این کار، یک تخته 50x100 میلی متری را با لبه بالایی نوار لبه فشار دهید ( برنج 11). روی تخته باید یک تاشو انتخاب کنید ( برنج ساعت 11).
هنگام پردازش پانل های یکسان، به عنوان مثال دیواره های جانبی کابینت، آنها را با استفاده از یک فاصله 50x100 میلی متری به هم فشار دهید. برنج 12) برای ارائه پشتیبانی خوب از روتر. روتر را در خلاف جهت عقربه های ساعت حرکت دهید و اگر شیارهایی در پانل وجود دارد، به طور موقت آنها را با درج ببندید ( برنج 12a).
دستگاه ( شکل را ببینید و عکس ها) پایه پهنی است که با چسب و پیچ خط کشی به آن وصل می شود. برای برش دادن پایه به اندازه، یک اره مدور دستی در امتداد یک لبه خط کش و یک روتر در امتداد لبه دیگر اجرا می شود. (توجه: یک بیت مستقیم ø10mm برای این راهنما استفاده شده است.)



هنگامی که پایه برش داده می شود، یک خط کش کمکی به دست می آید که دقیقاً محل برش را نشان می دهد. به سادگی خط کش را در جای خود فشار دهید و لبه آن را با خط علامت گذاری تراز کنید.
اگر باید شیاری وسیعتر از قطر کاتر مورد استفاده برای برش تخته سه لا آسیاب کنید، نمی توانید به سادگی کاتر را تعویض کنید - باید موقعیت خط کش کمکی را تغییر دهید. درعوض، یک لبه مستقیم راهنما و یکسان دیگر ایجاد کنید و شیار را در دو مسیر عبور دهید ( برنج 4).
مونتاژ قطعات ساخته شده از تخته سه لا تفاوت زیادی با مجموعه های ساخته شده از چوب جامد ندارد - باید قطعات را در تمام عرض آنها محکم ببندید. اما وقتی یک ردیف قفسه را بین دو دیوار کناری قرار می دهید، نمی توانید بیشتر پانل ها را از وسط به هم بچسبانید.

برای نگه داشتن یک مجموعه بزرگ از تخته سه لا در هنگام نصب گیره ها، از یک بلوک مربعی با شیارهایی بریده شده در وسط استفاده کنید.
برای محکم کردن مجموعه، از تخته های 50x100 میلی متری با لبه محدب استفاده کنید ( برنج 13) - خم نیروی گیره را ابتدا به وسط پانل هدایت می کند و سپس هنگام سفت کردن گیره ها آن را به طرفین پخش می کند.
مشکل دیگری هنگام قرار دادن پانل های کمی خمیده به وجود می آید. راه حل این است که سفت کننده ضخیم را فشار دهید و پانل منحنی را در حین مونتاژ صاف کنید ( برنج 13a). هنگامی که چسب سفت می شود، پانل حتی پس از برداشتن سفت کننده صاف می ماند.

مواد چوبی چند لایه اختراعی منحصر به فرد و ضروری برای ساخت و ساز، دکوراسیون و در ساخت محصولات تبلیغاتی است. به دلیل تطبیق پذیری ساختار آنها، می توان از آنها برای قطعات داخلی غیر معمول استفاده کرد، زیرا تخته سه لا و سایر محصولات چسبانده شده به آنها اجازه می دهد پیچیده ترین شکل ها را به آنها بدهند. اکنون در مورد روش هایی برای انجام چنین کارهایی صحبت خواهیم کرد و ویدیوی مربوط به این موضوع را در این مقاله مشاهده خواهیم کرد.

کار با مواد

برای اینکه برش تخته سه لا با روتر کامل شود، یعنی قطعه کار منحصراً مطابق با برنامه شما شکل بگیرد و نه به دستور یک جابجایی تصادفی، به دستگاه های خاصی نیاز دارید. این به شما امکان می دهد ابزار را نسبت به قطعه کار در یک موقعیت کاملاً مشخص قرار دهید.
برخی از این دستگاه ها را همراه با خرید خود روتر دریافت می کنید، برخی را به صورت جداگانه در بازار آزاد می توانید پیدا کنید و برخی را نیز باید خودتان بسازید.
حصار را پاره کنید

- پیچ درپوش میله؛
- پایه روتر دستی؛
- پوشش ها؛
- تاکید؛
- هالتر؛
- کالسکه متحرک است.
- پیچ درپوش کالسکه متحرک؛
- پیچ برای توقف توقف؛
- پیچ برای تنظیم خوب
- برای اطمینان از حرکت مستقیم برش نسبت به سطح پایه مواد (تخته سه لا، نئوپان، OSB، MDF)، اغلب از یک توقف موازی استفاده می شود.، که در عکس بالا مشاهده می کنید. این پیکربندی احتمالاً با هر ابزاری از این نوع که در خرده فروشی فروخته می شود ارائه می شود. دستورالعمل ها استفاده از این توقف را برای پردازش لبه ها و شیارهای فرز قطعه کاری که دستگاه روی آن وصل شده است توصیه می کند.
- برای نصب دستگاه در موقعیت اصلی خود برای کار، میله را به گونه ای به داخل سوراخ قاب فشار دهید تا از فاصله لازم بین کاتر یا بهتر است بگوییم محور آن و توقف روی سطح قطعه اطمینان حاصل شود. سپس آنها را با یک پیچ قفلی محکم کنید. برای هدایت کاتر در جهت مورد نیاز یا انتخاب موقعیت مورد نظر، پیچ قفل را پایین می آوریم و با استفاده از پیچ تنظیم ریز مکانیسم را در موقعیت مورد نیاز خود قرار می دهیم. مدل هایی از توقف موازی وجود دارد که در آن پدهای پشتیبانی متحرک هستند، که به شما امکان می دهد اندازه سطح نگهدارنده را تغییر دهید.

- برای اینکه بتوانید قطعات کار گرد را پردازش کنید، باید یک قسمت ساده را همانطور که در عکس بالا نشان داده شده است به استاپ اضافه کنید.. در این شرایط، مهم است که قسمت اضافی به هیچ وجه نباید شکل سطح در حال پردازش را تکرار کند - کافی است به سادگی یک شکاف زاویه ای را برش دهید و چنین بلوکی آزادانه در دایره ای با تقریباً هر قطری قرار می گیرد. شما می توانید مخالفت کنید، با این استدلال که حصار ریپ استاندارد نیز دارای یک بریدگی در مرکز است و همچنین می تواند برای برش گرد استفاده شود، اما نکته اصلی این است که پیکربندی استاندارد ثبات مناسبی ایجاد نمی کند.

- ریل راهنما عملکرد بسیار مشابهی با توقف موازی دارد، درست مانند توقف هنگام آسیاب تخته سه لا، حرکت کاملاً خطی را تضمین می کند. تفاوت اصلی آنها در این است که تایر در زاویه متفاوتی نسبت به لبه میز و قسمت قرار می گیرد که به روتر اجازه می دهد در هر جهتی از یک صفحه افقی معین حرکت کند. علاوه بر این، گاهی اوقات این دستگاه با عناصر اضافی ارائه می شود که برخی از عملیات را ساده می کند، به عنوان مثال، در مواردی که لازم است سوراخ هایی با همان گام آسیاب شود.
- ریل راهنما با استفاده از یک گیره یا گیره مخصوص به یک قسمت یا میز متصل می شود. سر خوردن در امتداد پروفیل لاستیک به حرکت کفش در یک خط مستقیم کمک می کند. برخی از ابزارها به پایه های پشتیبانی قابل افزایش برای تغییر ارتفاع روتر در زمانی که در سطحی متفاوت با سطح میله قرار دارد مجهز هستند (این اتفاق زمانی می افتد که آنها خیلی به یکدیگر نزدیک باشند).

مشاوره. شما می توانید آن را خودتان انجام دهید میز فرزساخته شده از تخته سه لا با چنین وسیله ای. برای انجام این کار، فقط باید یک بلوک بلند را با استفاده از گیره به قطعه کار وصل کنید.
حلقه ها

- با استفاده از قطب نما، می توانید تخته سه لا را به صورت دایره ای آسیاب کنید و برای این کار یک دستگاه نسبتاً ابتدایی وجود دارد - این یک میله است که یک سر آن به پایه دستگاه متصل است و دومی مجهز به یک پیچ با یک پیچ است. پین، که در سوراخی که از قبل در مرکز دایره در حال پردازش ایجاد شده است، وارد می شود (همچنین به مقاله مراجعه کنید). برای تغییر شعاع، به سادگی پایه دستگاه را در امتداد میله حرکت دهید.

مشاوره. به دستگاه عکس بالا دقت کنید، این یک قطب نما خانگی است که می توانید به راحتی خودتان آن را بسازید و قیمت آن فقط شامل یک سنجاق برای بستن در مرکز دایره و یک نوار کوچک برای میله خواهد بود. دقیقاً همان میله را می توان از یک صفحه فلزی ساخت.
نتیجه گیری
هنگام پردازش چسب مواد چوبیفرز برش کیفیت سطح فرآوری شده را با یک مرتبه قدر بهبود می بخشد. بر خلاف اره منبت کاری اره مویی، چنین ماشینی چوب را "پاره نمی کند"، زیرا حتی یک فایل اره منبت کاری اره مویی جدید (تیز) بر روی برش خز می گذارد (مقاله را نیز بخوانید). همچنین یک فرز دستی می تواند به طور کامل جایگزین اره مدور دستی شود و کیفیت پردازش را افزایش دهد.
مواد مشابه






پردازش الوار، قرار دادن لولا، ایجاد سوراخ ها و فرورفتگی های تکنولوژیکی، کنده کاری چوب - همه اینها را می توان توسط دستگاهی مانند روتر انجام داد. علاوه بر این، این امر نه تنها با تجهیزات حرفه ای، بلکه توسط واحدهای دست ساز نسبتا ارزان نیز قابل انجام است. اما کار با روتر دستی چوب مستلزم آگاهی از برخی تکنیک ها و قوانین است. همه اینها در مقاله است.
روتر چیست و چرا به آن نیاز است؟
روتر وسیله ای برای پردازش چوب یا فلز است. آنها سطوح صاف و شکل را پردازش می کنند و همچنین فرورفتگی های تکنولوژیکی - شیارها، برآمدگی ها، فرورفتگی ها برای نصب لولا و غیره را تشکیل می دهند. با توجه به روش نصب، ماشین های ثابت وجود دارد (وجود دارد انواع مختلفبرای انجام عملیات مختلف)، و فرزهای دستی وجود دارد. ماشین های فرز برقی دستی ابزاری جهانی هستند که به شما امکان انجام هر عملیاتی را می دهند. برای تغییر عملکرد، فقط باید پیوست را تغییر دهید - برش و/یا محل آن روی قطعه.
ماشین ابزار عمدتاً در تولید انبوه استفاده می شود. در آنها، برش بدون حرکت نصب می شود و قطعه کار در امتداد یک مسیر مشخص حرکت می کند. هنگام کار با روتر دستی، وضعیت برعکس است - قطعه کار بدون حرکت ثابت می شود و روتر حرکت می کند. هنگام پردازش حجم زیادی از قطعات یکسان، نصب یک روتر دستی روی یک سطح افقی راحت تر است و چیزی شبیه به یک ماشین فرز می سازد.
دستگاه فرز خانگی - یک صفحه افقی با سوراخ در وسط که یک روتر دستی از زیر به آن وصل شده است.
بسیاری وجود دارد انواع مختلفماشین های فرز، اما دستگاه های جهانی برای صنعتگران خانگی یا استفاده نیمه حرفه ای مناسب تر هستند. آنها مجهز به برش های مختلف و دستگاه های ویژه هستند که به شما امکان می دهد هر عملیاتی را انجام دهید. آنها فقط به زمان و مهارت بیشتری نسبت به یک ماشین تخصصی نیاز دارند.
با روتر دستی چه کارهایی می توان انجام داد:

عملیات مشابه در نجاری، در تولید و مونتاژ مبلمان استفاده می شود. یک روتر دستی حتی می تواند قفل یا لولای در را برش دهد. علاوه بر این، این کار را بسیار سریعتر و زیباتر از عملیات مشابهی که با استفاده از ابزارهای دستی انجام می شود، انجام می دهد.
آمادگی برای کار و مراقبت
برای درک اصول کار با یک روتر دستی، توصیه می شود حداقل یک درک کلی از ساختار آن و هدف قطعات آن داشته باشید.
ساختار و هدف اجزای اصلی
یک روتر برقی دستی از محفظه ای تشکیل شده است که یک موتور در آن پنهان شده است. یک نگهدارنده از بدنه ای که کولت ها در آن قرار می گیرند بیرون زده است. کولت ها آداپتورهای کوچکی هستند که به شما امکان می دهند از کاترهایی با ساقه هایی با قطرهای مختلف استفاده کنید. کاتر داخل کولت قرار می گیرد و با یک پیچ گیره سفت می شود (در برخی مدل ها با یک دکمه ثابت می شود).

یکی دیگر از قسمت های مهم روتر دستی پلت فرم است که با استفاده از دو میله به بدنه متصل می شود. پلت فرم معمولا از فلز ساخته شده است. یک صفحه کشویی در قسمت زیرین سکو وجود دارد. از یک ماده صاف ساخته شده است که عملکرد نرم ابزار را هنگام حرکت در اطراف قطعه تضمین می کند.
تنظیم پارامترهای عملیاتی فرز برش با استفاده از موارد زیر انجام می شود:
- دستگیره و صفحه برای تنظیم عمق فرز. مرحله تنظیم 1/10 میلی متر است.
- تنظیم سرعت. سرعت چرخش کاتر را تغییر می دهد. برای شروع، باید با سرعت کم یا متوسط کار کنید - در ابتدا کار با ابزار آسان تر است.
همچنین دکمه روشن/خاموش روی کیس وجود دارد و ممکن است دکمه قفل نیز وجود داشته باشد. در اینجا، به طور خلاصه، همه گره ها هستند. علاوه بر این، یک توقف موازی نیز وجود دارد که استفاده از آن بسیار راحت است. می تواند ساده یا قابل تنظیم باشد - می توانید قسمت برش را کمی به سمت راست یا چپ حرکت دهید.
مراقبت
تجهیزات کارخانه را روغن کاری می کنند، بنابراین در اصل، هیچ عملیات اضافی مورد نیاز نیست. اما تمیز نگه داشتن تجهیزات ضروری است - باید بیشتر گرد و غبار را تمیز کنید و در صورت لزوم روان کننده را تغییر دهید. روغن کاری برای قطعات متحرک - راهنماها مورد نیاز است. می توانید از روان کننده های آئروسل مایع (ترجیحا) استفاده کنید، اما می توانید از روان کننده های معمولی مانند لیتول نیز استفاده کنید. اما، هنگام استفاده از روان کننده های غلیظ، باید آنها را به طور دوره ای حذف کنید، زیرا براده ها و گرد و غبار می چسبند و کار دشوار می شود. هنگام استفاده از فرمولاسیون آئروسل سبک عملاً هیچ چسبندگی وجود ندارد.
برای اینکه زیره به راحتی لغزنده شود، می توانید آن را با گریس سیلیکون چرب کنید. این به ویژه هنگام کار با قالب ها مفید است. سپس ابزار به معنای واقعی کلمه می لغزد، به آرامی و بدون تکان حرکت می کند.
سرعت چرخش
کار با روتر دستی روی چوب، کامپوزیت، تخته سه لا و ... با تنظیم پارامترهای اساسی شروع می شود. ابتدا باید سرعت چرخش را تنظیم کنید. بسته به کاتر انتخابی و سختی مواد و ویژگی های کاتر انتخاب می شود، بنابراین باید به دنبال توصیه های دقیق در دستورالعمل های عملیاتی باشید.

محکم کردن کاتر
بعد، برش نصب می شود. اکثر برش های مارک دار دارای علامت هایی هستند که می توانید از آنها برای راهنمایی استفاده کنید. اگر آنها وجود نداشته باشند، حداقل نیاز این است که حداقل 3/4 طول ساقه (قسمت استوانه ای) را ببندید. کاتر را در عمق مورد نیاز قرار دهید (در صورت لزوم، پس از نصب کولت - یک چاک آداپتور برای قطرهای مختلف برش)، شفت را محکم کنید و آن را با یک آچار با انتهای باز محکم کنید تا متوقف شود (اما بیش از حد سفت نکنید).

اگر مدل ساده باشد، دو کلید لازم است. آنها مکانیزم قفل شفت ندارند، شما باید آن را با کلید دوم نگه دارید. دستگاه های رده متوسط دارای دکمه قفل هستند. با نگه داشتن آن، از یک آچار با انتهای باز برای سفت کردن کاتر استفاده کنید. در مدل های گران قیمت علاوه بر قفل، جغجغه ای نیز وجود دارد که می توانید از آن برای حرکت استفاده کنید.
تنظیم عمق آسیاب
هر مدل از یک فرز دستی دارای دسترسی خاصی است - این حداکثر عمقی است که این واحد قادر به پردازش مواد است. حداکثر عمق فرز همیشه مورد نیاز نیست، سپس باید تنظیم شود. حتی اگر نیاز به آسیاب در عمق بیشتری دارید تا برش و واحد را بیش از حد بارگیری نکنید، می توانید آن را به چندین سطح تقسیم کنید. یک هفت تیر برای این وجود دارد. این یک دیسک کوچک زیر یک هالتر با تعدادی توقف در ارتفاع های مختلف - پاها است. تعداد پاها از سه تا هفت است و بیشتر به معنای بهتر نیست. اگر امکان تنظیم ارتفاع هر پا وجود داشته باشد بسیار راحت تر است. این کلاس تجهیزات را نشان می دهد. برای ایمن کردن برجک در داخل توقف کنید در موقعیت مناسبیک چفت وجود دارد که معمولاً به شکل پرچم ساخته می شود.
تنظیم عمق فرز در روتر دستی در چند مرحله انجام می شود:
- ابزار را روی یک سطح صاف قرار دهید، گیره ها را رها کنید و با دست فشار دهید تا کاتر روی سطح قرار گیرد.
- با باز کردن قفل آن، پایه برجک را آزاد کنید.

- بسته به عمق فرز مورد نیاز، پایه برجک را انتخاب کنید. دیسک با پاها به موقعیت مورد نظر می چرخد.
- پیچ ثابت نیست، اما میله با انگشت نگه داشته می شود و نشانگر متحرک به گونه ای حرکت می کند که با صفر منطبق شود (در عکس بالا).
- میله تا علامت عمق فرز بالا می رود، پس از آن قفل توقف برجک پایین می آید (تصویر زیر).

حال با نصب بر روی قطعه کار و فشار دادن قسمت بالایی، کاتر در فاصله تعیین شده وارد قطعه می شود.

روترهای خوب دارای چرخی برای تنظیم دقیق عمق فرز هستند. این به شما امکان می دهد عمق را بدون تغییر تنظیمات تنظیم کنید (نیازی به تکرار کل عملیات نیست)، البته در محدوده های کوچک (در عکس بالا چرخ سبز رنگ است).
برش فرز برای روتر دستی
فرزها ابزارهای برشی هستند که سطح را پردازش و شکل می دهند. آنها از یک قسمت استوانه ای تشکیل شده اند که توسط کلت ها در نگهدارنده واحد بسته می شود و یک قسمت برش. قسمت استوانه ای می تواند قطرهای مختلفی داشته باشد. یکی را انتخاب کنید که دارای کولتی باشد که دستگاه شما دارای آن است. شکل و محل چاقوهای قسمت برش، ظاهری را که چوب پس از پردازش دریافت می کند، تعیین می کند. برخی از کاترها (برای لبه ها) دارای غلتک توقف هستند. این فاصله از سطح برش تا مواد در حال پردازش را مشخص می کند.

کار با روتر دستی روی چوب مستلزم وجود تعداد معینی کاتر است. این بخش کوچکی از آنچه وجود دارد است
فرزها از فلزات و آلیاژهای مختلفی ساخته می شوند. برای پردازش چوب نرم - کاج، صنوبر و غیره. - از نازل های معمولی (HSS)، برای چوب های سخت - بلوط، راش و دیگران - از آلیاژهای سخت (HM) استفاده کنید.
هر کاتر منبع خاصی دارد و حداکثر سرعت، که عملکرد عادی را با حداقل خروجی تضمین می کند. نباید از سرعت توصیه شده تجاوز کنید - این ممکن است به روتر آسیب برساند. همچنین اگر کاتر مات باشد، تیز کردن آن فایده ای ندارد. این کار بر روی تجهیزات ویژه (هزینه حدود 1000 دلار) انجام می شود، جایی که می توانید زاویه شارپ مورد نیاز را تنظیم کنید. هیچ چیز خوبی از آن به صورت دستی حاصل نمی شود. بنابراین، جایگزینهای کسلکننده آسانتر (و ارزانتر) هستند، زیرا هزینه نسبتا کمی دارند.
انواع محبوب
انواع مختلفی از بیت های روتر وجود دارد که بیشتر مورد استفاده قرار می گیرند.

برش های ساده ای وجود دارد که از یک تکه فلز تشکیل شده اند و انواع حروفچینی نیز وجود دارد. انباشته ها یک ساقه دارند - یک پایه، مجموعه خاصی از صفحات برش مختلف، مجموعه ای از واشر با ضخامت های مختلف. از این قسمت ها می توانید به طور مستقل تسکین مورد نیاز را تشکیل دهید.

ست برش - مجموعه ای از چندین سطح برش و واشر که می توانید از آن یک برش به شکل مورد نیاز بسازید.
اینها محبوب ترین انواع برش هستند، اما در واقع تعداد زیادی از آنها وجود دارد. علاوه بر قطرهای مختلف ساقه ها، قطر سطوح برش، ارتفاع آنها، محل قرارگیری چاقوها نسبت به یکدیگر و ... نیز متفاوت است. به طور کلی، برای فرز کاری، معمولاً به پنج مورد از متداول ترین برش ها نیاز دارید. آنها معمولا به طور مداوم حضور دارند و بقیه برای انواع خاصی از کار خریداری می شوند.
اصول کار با روتر دستی
روتر برقی چیز نسبتاً خطرناکی است - قطعات برش تیز که با سرعت بالا می چرخند می تواند باعث صدمات جدی شود و همچنین تراشه ها از زیر ابزار پرواز می کنند. و اگرچه اکثر مدل ها دارای یک سپر محافظ هستند که جریان اصلی تراشه ها را منعکس می کند، عینک های ایمنی آسیبی نمی بینند. بنابراین کار با روتر چوبی دستی نیاز به توجه و تمرکز دارد.

یکی از مدل ها با جاروبرقی متصل برای حذف تراشه است
الزامات عمومی
کار با روتر چوبی دستی آسان تر و لذت بخش تر خواهد بود و در صورت داشتن شرایط خاص، محصولات از کیفیت معمولی برخوردار خواهند بود:

الزامات چندان پیچیده نیستند، اما انجام آنها کلید عملکرد و ایمنی خوب است. خوب، شرط اصلی این است که روتر باید به آرامی، بدون تکان یا تکان حرکت کند. اگر ضربان قوی احساس کردید، سرعت را تغییر دهید. اغلب باید کاهش یابد، اما به طور کلی ارزش تمرکز بر توصیه های سازنده (موجود در بسته بندی) را دارد.
پردازش لبه - کار با یک الگو
پردازش لبههای یک تخته معمولی با استفاده از تراش سطح آسانتر و سریعتر است، اما اگر آن را ندارید، یک روتر دستی نیز این کار را انجام میدهد، اما فقط زمان بیشتری میبرد. دو راه وجود دارد: بدون قالب و با قالب. اگر این اولین تجربه شما با روتر است، بهتر است از یک قالب استفاده کنید. هنگام پردازش لبه های تخته ها، به برش های لبه مستقیم نیاز دارید، و به احتمال زیاد به دو عدد نیاز خواهید داشت - با یک یاتاقان در ابتدا و انتهای قسمت برش (تصویر).

برای پردازش لبه - یک سطح صاف بسازید
به عنوان یک الگو، می توانید از یک تخته از قبل پردازش شده یا، به عنوان مثال، یک قانون ساختمان استفاده کنید. طول قالب باید کمی بیشتر از طول قطعه کار باشد - 5-6 شعاع برش در هر طرف. این امر باعث می شود از "غواصی" کاتر در ابتدا و در انتها به مواد جلوگیری شود. یک نکته مهم: صفحه افقی (عمود بر صفحه مورد پردازش) باید تراز باشد. در هر صورت، انحنای آن نباید بیشتر از شکاف بین بلبرینگ و قسمت برش باشد، در غیر این صورت کاتر قالب را لمس می کند، و این بسیار بد است - ناقص می شود و بی نظمی های اعمال شده در نسخه های دیگر ظاهر می شود.
اگر عرض قطعه از طول لبه برش بیشتر نباشد
قسمت برش کاترها دارای طول های مختلف است، اما هر چه قسمت برش بزرگتر باشد، کار دشوارتر است - باید تلاش بیشتری برای نگه داشتن دستگاه انجام شود. بنابراین شروع کار با کاتر متوسط آسانتر است. روش پردازش لبه با روتر (با یک الگو) به شرح زیر است:
- الگو را طوری تنظیم کنید که سطح صاف مورد نیاز را مشخص کند - فاصله لازم از لبه را به عقب برگردانید.
- قطعه کار با الگو به طور ایمن به میز یا هر سطح افقی دیگری متصل می شود.
- یک کاتر با غلتک در قسمت وسط نصب کنید. به گونه ای تنظیم شده است که غلتک در امتداد قالب و قسمت برش در امتداد قسمت رول شود. برای انجام این کار، کاتر را روی یک قطعه کار ثابت با یک شابلون قرار دهید، برش را جدا از شبکه قرار دهید، موقعیت نازل را تنظیم کنید و آن را گیره دهید.
- کاتر را در موقعیت کار قرار دهید - بدنه را پایین بیاورید و آن را ببندید.
- روتر دستی را روشن کنید و آن را در امتداد قالب هدایت کنید. سرعت حرکت با عمق پردازش تعیین می شود. خودت همه چیز را حس خواهی کرد.
- چگونه روتر را کار کنیم؟ کشیدن یا هل دادن؟ بستگی به این دارد که در کدام سمت ایستاده باشید. اگر قطعه کار در سمت چپ باشد، فشار می دهید، اگر در سمت راست باشد، می کشید. شما همچنین می توانید با پرواز تراشه ها حرکت کنید - آنها باید به جلو پرواز کنند.
این همه، در واقع. پس از اتمام عبور، نتیجه را ارزیابی کرده و گیره ها را بردارید.
به هر حال، این روش دیگری برای حذف یک چهارم در امتداد لبه قطعه کار یا در بخشی از آن است. برای حذف یک چهارم، قسمت برش را طوری تنظیم کنید که پردازش در عمق مشخص شده باشد.

با جایگزینی کاتر با کاتر منحنی (فیله) و حرکت دادن قالب یا استفاده از استاپ موجود، می توانید یک الگوی طولی روی قطعه کار اعمال کنید (تصویر زیر).

به طور کلی، این تکنیک فرز بسیار راحت است. برای اولین مراحل در نجاری، این است بهترین راه"دست خود را در دست بگیرید"، سپس می توانید لبه ها را حتی بدون راهنما تراز کنید.

عرض بیشتر از طول قسمت برش است
اگر ضخامت قطعه کار بیشتر از طول قسمت برش کاتر نباشد چه باید کرد؟ در این مورد، کار با روتر چوبی دستی ادامه می یابد:

حالا لبه از یک طرف کاملا پردازش شده است. در صورت لزوم، با طرف دوم تکرار کنید. به طور کلی، برای تسلط بر کار با یک روتر چوبی دستی، به چندین جای خالی "خشن" نیاز دارید. از بین مواردی که از دور انداختن آنها ناراحت نیستید انتخاب کنید - در ابتدا تعداد زیادی گیره وجود خواهد داشت ، سپس به تدریج یاد خواهید گرفت.
به دست آوردن لبه شکل و منحنی
اگر به یک لبه مستقیم نیاز ندارید، بلکه به یک لبه گرد یا هر شکل دیگری از لبه نیاز دارید، باید به وضعیت لبه موجود نگاه کنید. اگر قطعه کار کم و بیش صاف است، برش لبه مورد نیاز را بردارید، آن را نصب کنید و سطح را همانطور که در بالا توضیح داده شد پردازش کنید. اگر سطح بیش از حد منحنی باشد، ابتدا آن را به حالت عادی آورده و سپس آسیاب می کنند.

این امر ضروری است زیرا غلتک بلبرینگ روی سطح می چرخد و در صورت وجود نقص، کپی می شود. بنابراین، به ترتیب عمل کنید - ابتدا آن را تراز کنید، سپس انحنا را اضافه کنید.
اگر یک سطح منحنی اصلا خسته کننده باشد، یک الگو بریده می شود. این طرح روی تخته سه لا به ضخامت 8-12 میلی متر اعمال می شود.

در این مورد، شما همچنین باید با روتر کار کنید، اما فعلا بدون قالب. هنگامی که سطح کامل است، الگو بر روی قطعه کار ثابت می شود و سپس کاری که قبلا در بالا توضیح داده شد با یک روتر چوب دستی ثابت می شود. فقط یک چیز: اگر در بعضی جاها نیاز به برداشتن مقدار زیادی از مواد دارید، بهتر است این کار را مثلاً با اره مویی انجام دهید. در غیر این صورت کاتر به سرعت کدر می شود.
آموزش تصویری کار با روتر دستی
هنگام نصب درها، باید لولاها را برش دهید، نحوه انجام این کار با استفاده از روتر - در ویدیوی بعدی (همچنین اطلاعاتی در مورد نحوه ایجاد یک شیار، به عنوان مثال، برای نصب یک پسوند) وجود دارد.
نحوه ساخت دستگاه فرز خانگی از نمونه های لمینت (تخته سه لا امکان پذیر است) و نحوه ساختن یک اتصال تنه برای کشوها (مثلا میز) - در ویدیوی بعدی
کار با روتر دستی روی چوب در ویدیوی زیر به خوبی نشان داده شده است، اما اینطور است انگلیسی. حتی اگر انگلیسی بلد نیستید، برای تماشای آن وقت بگذارید. بسیاری از عملیات ها واضح تر خواهند شد.